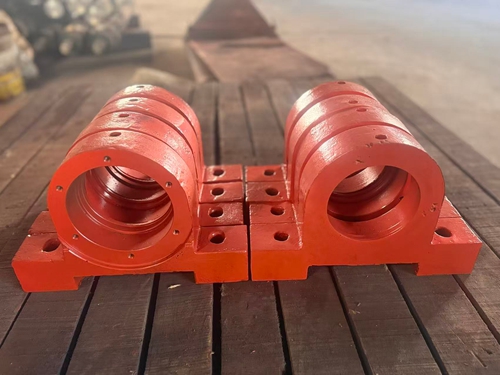
轴承座加工
发布时间:2026-01-31 13:38:11
浏览人数:33
山东宝能机械科技有限公司
杨经理:13721906616 顾经理:18766852397
电话:0537-4643099
地址:山东省曲阜市陵城镇崇文大道路北星村矿南
信息详情
轴承座加工要求材质均匀、组织致密,以保证结构强度。需严格控制各部尺寸精度与形位公差,确保安装配合面的同轴度与垂直度。加工面应达到规定光洁度,无毛刺、划痕。各螺纹孔位准确,深浅适宜。整体需去除内应力,防止变形。最终产品应清洁无屑,标志清晰,满足装配可靠性要求。
材料选择与预处理要求
1.材料适配性
需根据轴承座的工作环境(如温度、载荷、腐蚀性)选择匹配的金属或非金属材料,确保材料具备足够的强度、刚度及耐磨性,同时兼顾加工性能与成本效益。
2.预处理工艺规范
材料需经过严格的预处理流程,包括去除表面氧化层、油污及杂质,确保基材纯净度;对存在内应力的材料需进行时效处理或振动消除,防止加工后变形。
加工精度与形位公差控制
1.尺寸精度分级管理
轴承座的关键配合面(如轴承孔、安装面)需按设计要求控制尺寸精度,确保与轴承、轴及其他部件的装配间隙符合功能需求,避免因尺寸偏差导致运行振动或磨损。
2.形位公差严格约束
需重点控制轴承孔的圆柱度、同轴度,以及安装面的平面度与垂直度,保证轴承旋转时的平稳性;各关键表面间的位置关系(如孔与面的平行度、对称度)需符合设计图纸的形位公差要求。
表面质量与功能性处理
1.表面粗糙度分级要求
轴承孔内表面需达到高精度光洁度,以减少摩擦与磨损;安装面及接触面需保持适当粗糙度,确保螺栓连接或密封件的贴合可靠性;非配合面可按美观与防锈需求处理。
2.功能性表面处理
根据工况选择表面处理工艺,如防腐涂层(喷漆、电镀)适用于潮湿或腐蚀环境,渗碳淬火或氮化处理可提升高载荷区域的表面硬度,延长使用寿命。
结构强度与可靠性设计
1.壁厚均匀性控制
轴承座各部位壁厚需设计合理,避免因局部过薄导致应力集中或强度不足;加工过程中需确保壁厚均匀性,防止因材料去除不均引发变形或裂纹。
2.加强筋与过渡结构优化
在关键受力区域(如轴承孔周边、螺栓连接处)设置加强筋或圆角过渡,提升结构抗疲劳性能;避免直角过渡或尖锐边缘,减少应力集中风险。
装配兼容性与互换性保障
1.标准化接口设计
轴承座的安装孔、定位销孔等需与配套部件保持尺寸与位置的一致性,确保装配时无需额外调整;关键接口(如轴承孔直径、螺栓孔间距)需符合行业或企业标准,实现互换性。
2.防错装结构设计
通过非对称布局、定位销或标记等方式,防止轴承座在装配过程中因方向错误导致功能失效或损坏。
加工过程质量控制
1.工序间检验机制
每道加工工序完成后需进行尺寸、形位公差及表面质量检验,确保符合设计要求;关键工序(如精镗轴承孔)需采用在线检测或三坐标测量仪进行实时监控。
2.无损检测与缺陷排查
对加工完成的轴承座进行超声波或磁粉探伤,排查内部裂纹、气孔等缺陷;对表面划伤、磕碰等损伤需及时修复或报废处理。
包装与运输防护要求
1.防锈与防磕碰包装
轴承座表面需涂抹防锈油或覆盖防锈膜,关键部位(如轴承孔)需用专用护套保护;包装材料需具备缓冲性能,防止运输过程中因振动或碰撞导致变形。
2.固定与标识规范
轴承座在包装箱内需固定牢固,避免相互摩擦或移动;包装外需标注产品型号、批次号及防潮、防倒置等警示标识,确保物流环节的可追溯性。
相关产品